Technical data
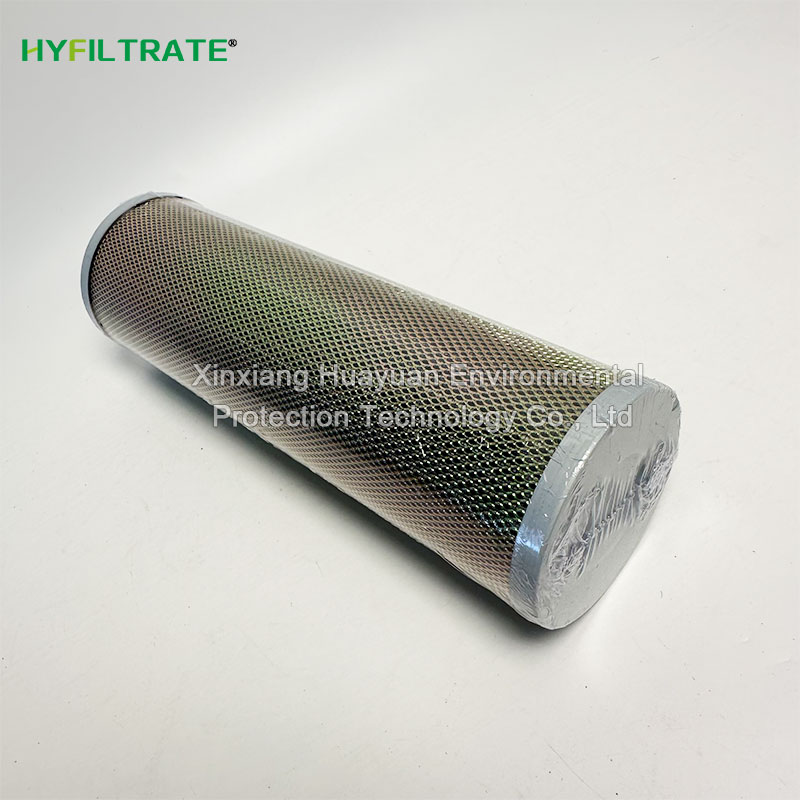
This filter element has developed a hydrophobic modified layer for high water content oil, which can effectively separate free water in oil with a water separation efficiency of over 90%.
Vibration testing shows that in a continuous vibration environment with a frequency of 50Hz and an amplitude of 2mm, its structural stability is 30% better than the industry standard.
The HDX-100x3Q3 optimizes the flow channel design to control the working pressure drop within 0.15MPa, saving about 15% energy compared to similar products.
Each filter element undergoes strict burst strength testing (≥ 1.5MPa) and filtration efficiency verification before leaving the factory, and fully automatic testing equipment is used to ensure a 100% pass rate.
In terms of high temperature resistance, the HDX-100x3Q3 performs outstandingly. Using specially treated synthetic fiber materials, it can work stably in a high temperature environment of 120 ℃ for a long time and withstand temperatures up to 150 ℃ in the short term.